URZECZYWISTNIACZE
3FX.eu
SKAD WZIAC golemD ? cz2: (a gdzie
poczatek?)
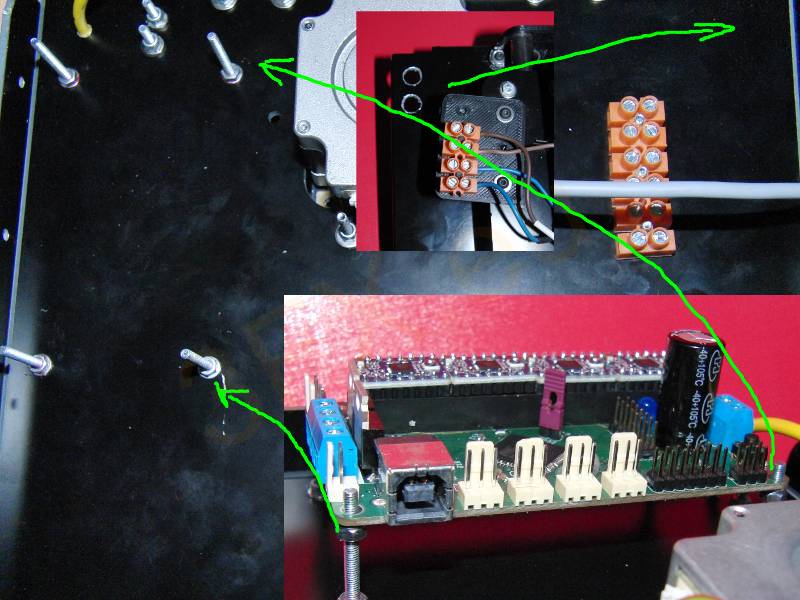
Wstepnie planujemy sobie rozklad elementow pod drukarka (elektronika,
zasilacz, kable, kostka(6 kanalow powinno starczyc na rozne pozniejsze
fanabaerie)). Jesli nieobecne wykonujemy otwory na kabelki do stolika
Y. Gdy wszystko spasujemy lepiejj na szas dalszego montażu zdjąć
elektronike.
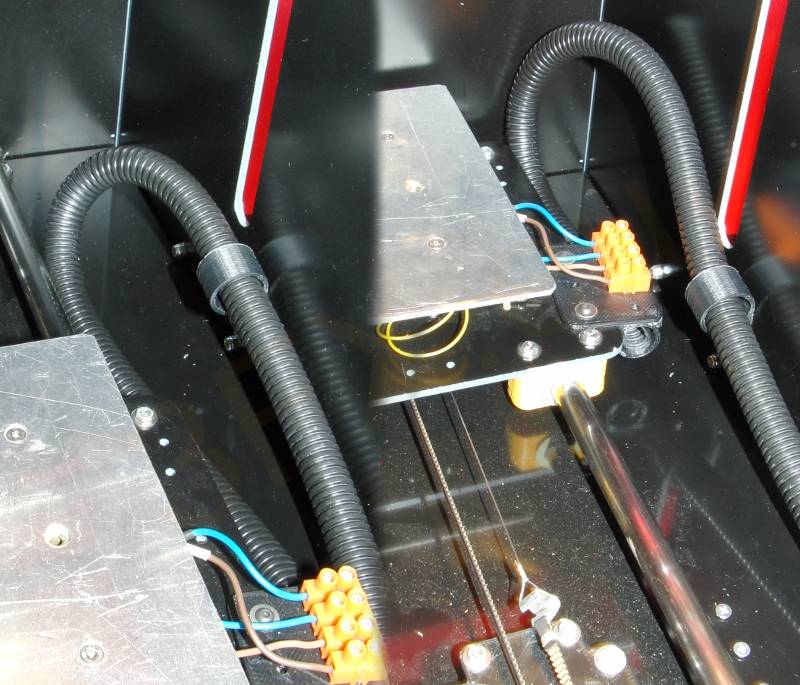
Na tym etapie dobrze zadbac o okablowanie wozka Y. Mocujemy oslone
kablowa w uchwycie wozka, "nawlekamy" tez mocowanie do boku obudowy,
ukladamy na miejscu, sprawdzamy poprawnosc i bezkonfliktowac na calej
drodze miedzy skrajnymi polozeniami i docinamy na wymiar. Własnie
przydaly sie pierwsze otwory w przegrodzie komory. Najlepiej w tym
momencie przecianac wymaane przewody. ok 1,5mm2 dla grzalki i
ekranowany sygnalowy dla odczytu termistora.
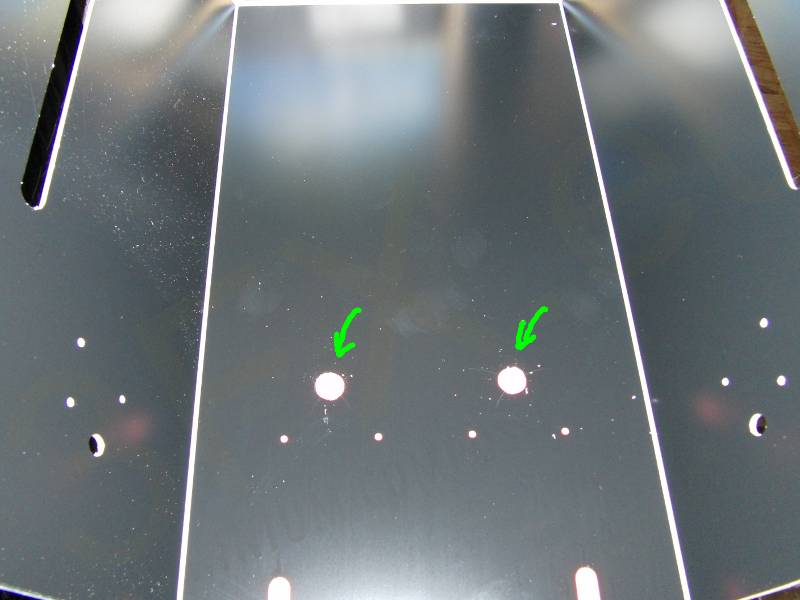
Czas na boczek. Najwieksza formatka dibondu. Zdejmujemy folie, na tym
etapiue wystrczy od wewnatrz, i zaginamy jak na zdjeciu. Jesli
nieobecne lub niedoasowane do platformy (roznice w plastikach)
wykonujemy lib poszerzamy owtory ewakuacji prowadnic Y.

Nastepnie pasujemy platformeY i "lapiemy" dla wygody kilkoma srubami.
Teoretycznie mozna juz teraz nitowac albo skręcic srubami platforme Y
do "boczku".
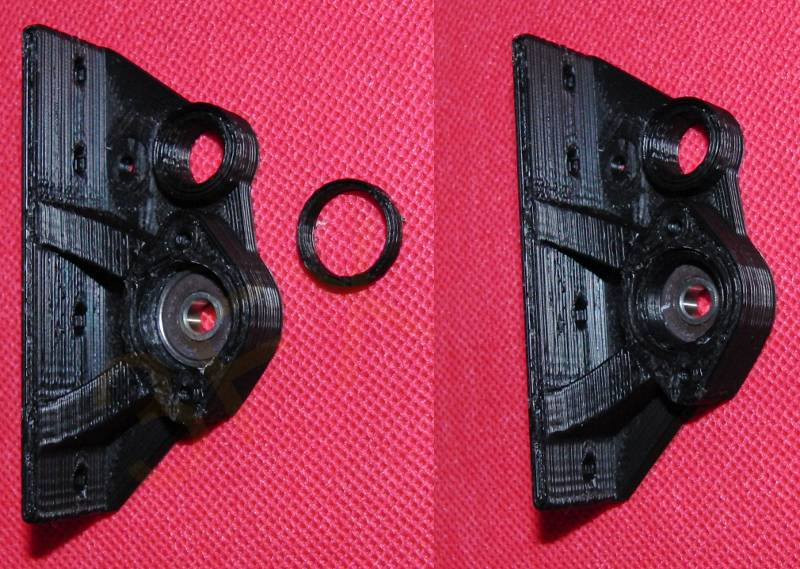
Namierzamy Zkonce gorne i dolne wsród częsci. Mocujemy lozysko Z
w gornym uchwycie wklejajac pierscien lub dokrecajac odpowiednia plytke.
Wiertlem lub rozwiertakeim kalibrujemy owtory w częsciach plastikowych
jesli to konieczne.
i montujemy:
wstępnie pasujemy silnik Z i okreslamy dlugość sruby Z biorac pod uwage
miejsce na dokręcenie od góry (+nakretka,podkladki i przekladka
gumowa).
Znajdujemy oba Xendy i potwierdzamy, ze lozyska sa dobrze wbite
(poruszaja sie po pretach bez luzu i bez zbytniego oporu. Sprawdzamy
czy rozstaw pretow jest zgrany. Uwazamy by przy operacjahc nie uzwac
dzwigni. Niemal polmetrowym ramieniem mozna latwo uszkodzic plastik
badz prowadnice.
Jest to tez dobry moment na wykonanie wzoka X i weryfikacje, czy wozek
X dobrze pasuje na prety. Jesli nie bylo o w zestawie badz
budujemy od zera jest wiele opcji. Od kitowego orialu, czyli wycietej
cnc badz recznie blaszki aluminiowej, ktora zaieta tworzy wozek,
poprzez wydrukowania wybraneo pasujaceo wzoka dla "pionowej" osi X az
do wykorzystania np goweo wozka alu z wkladkami z brazu z recyclinu i
po odrobinie improwizacji z blacha alu i epoksydem mamy zadowalajacy
efekt. Najwazniejsze aby:
1. lekko jezdzil po prowandicach.
2. mial pozioma blaszke, do ktorej da sie przykrecic lacznik hotendu i
ekstrudera
3. punty zaczepienia paska/linki
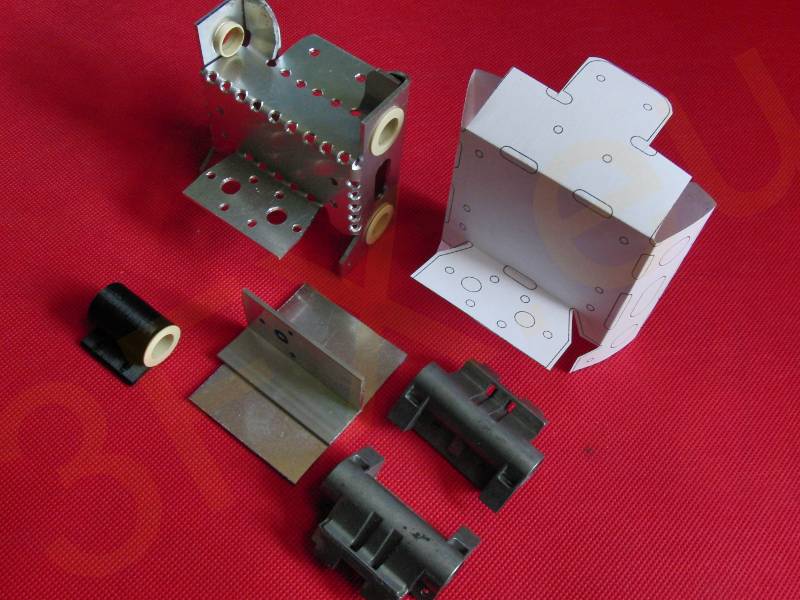
Z papieru moze sie nie sprawdzic jako finalny zbyt dobrze, ale jest
dokonalym szablonem do ciecia :)
Jesli wozek ma wyczuwalne luzy - nie przejmowac sie, luz na slizgach
jest o wiele bardziej wyczuwalny organoleptycznie niz na liniowych
kulkowych. Grawitacja zalatwi swoje, a gdy 0.05mm zacznei byc problemem
w dokładnosci wydruku, mozna wrocic do tej dywagacji :)
Jesli chodzi ciezko, to trzeba zaradzic. Jesli wozek byl w komplecie, z
juz wbitymi lozyskami i prowadnicami to moim zdnaiem powinien byc
spasowany - dopytac zrodla kitu, czyli mam nadzieje kontakt@3fx.eu :)
1. Jesli pojedyncza prowadnica slizga sie z wyraznym oporem
poprzelozeniu przez dwa lozyska (w jednym jest niemiarodajne, bedzie
sie przekaszac) to nalezy wyjąc lozyska i rozwiercic delikatnie
delikatnie otwory. Powtarzamy do uzyskania zadowlaajacego efektu. Nie
spieszymy sie, rozwiercic jest latwo, zaszpachlowac 0.1mm epoksydem juz
nie.
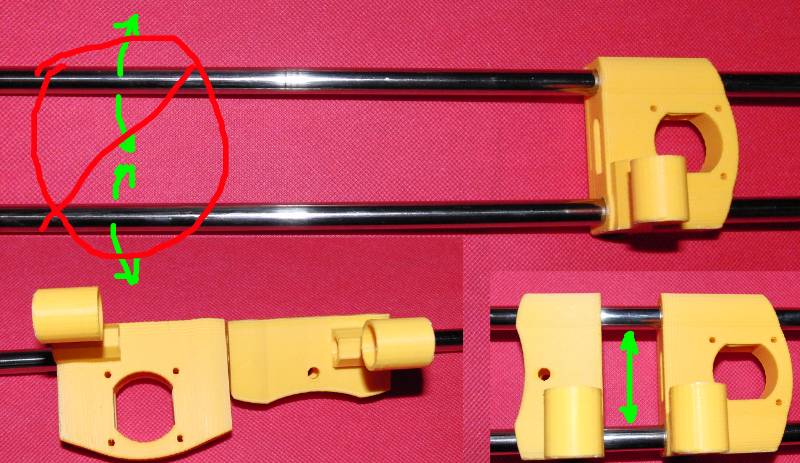
2. Pojedyczno wszytko OK, ale po przelozeniu przez Xendy sie klinuje.
Nalezy sprawdzic czy rozstaw prowadnic jest za maly czy za duzy, aby
wiedziec w ktora strone zbierac material. a potem podjac decyzje:
WAZNE!: dolna prowadnica jest "glowna". Znajduje sie blizej otworu
glowicy i ma wiekszy wplyw na dokladnosc. jej prowadzenie powinno miec
minimalne luzy. jesli cos musmy rozwiercac ze zgledu na zly rozstaw
prowadnic, "ruszamy" tylko gorna. W improwizowanym wozku, mozna nawet
gorne lozyska zastapic dwoma plaskimi slizgami.
2a: bierzmey pilnik i odpowiednio poszerzamy otwory w Xendach. pozniej
uzywjaac blaszki, tekturki, tasmy, pakół czy cokolwiek pod reka
ammy klinujemy prowadnice w odpowiedniej pozycji.
2b: j.w. ale to w wozku przerabiamy otwory pod lozyska na "fasolki".
Nie bedzie to probleme dla dokaldnosci maszyny, dolna prowadnica ustala
polozenie, gorna wystarczy, aby blokowal mozliwosc obrotu wozka
wokol dolnej.
Nastepnie umieszczamy nakretki napedowe w slotach. Dobrze sprawuja sie
po dwie nylonowe. Nalezey tak dobrac dokrecenie i strone nakretki, aby
nie bylo luzu i oporu. Jesli mamy bardzo ciasno wszytko spasowane, jest
ryzyko wyrwania gwintu z nylonow. wtedy lepiej je zastapic
przedluzanymi nakretkami ocynkowanymi (smarowanie konieczne) albo
mosieznymi.

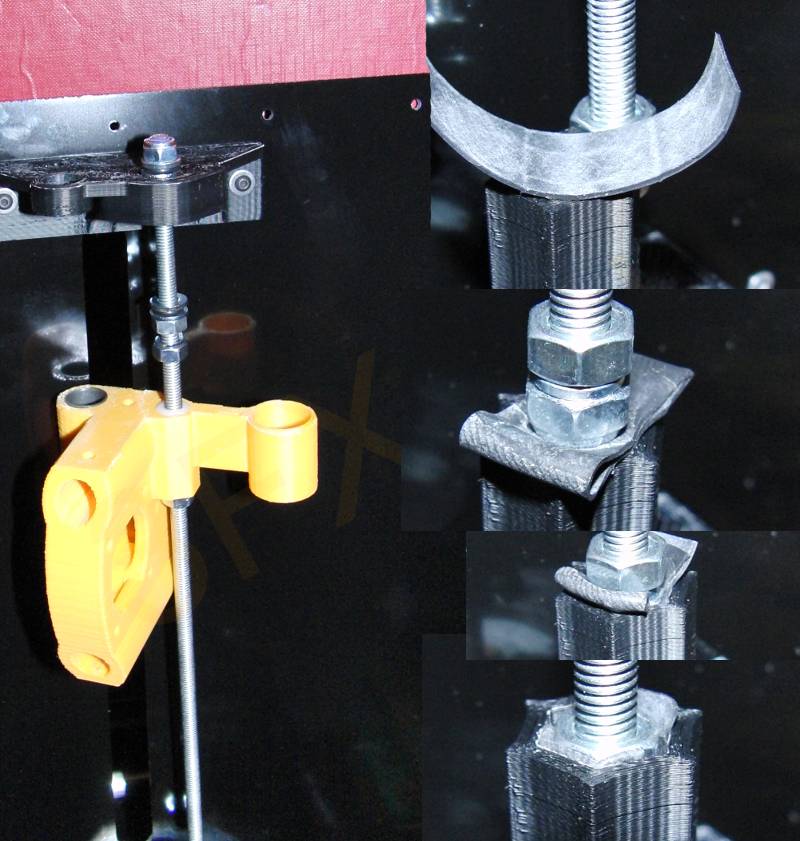
Kalibrujemy otwor sprzeglaZ, umieszczamy 3 nakretki i mocujemy na
silniku (do rownego z dnem sprzegla). przykrecamy silnik do uchwytu.
Alternatywnie korzystamy ze sprzegla-wezyka. Szybko idzie i dziala
zupelnie OK.

Opcja zwykla/sprezynka/nylock jako wkladka sprzeglaZ moim zdaniem
sprawdza sie najlepiej.
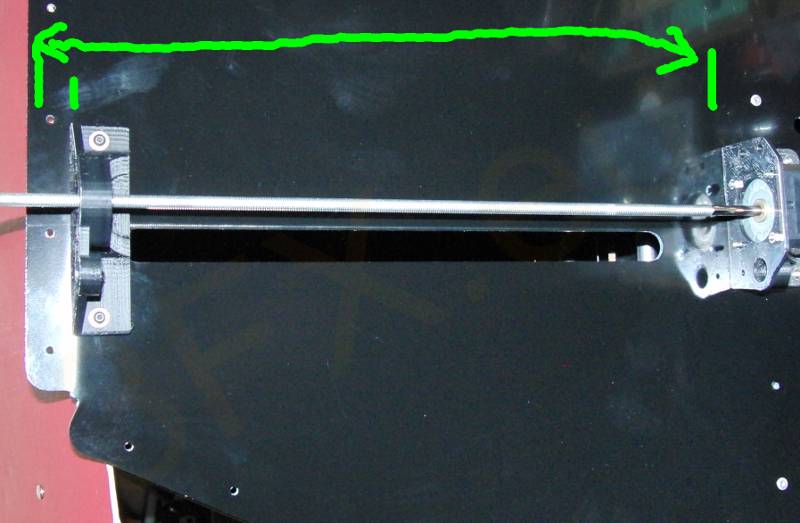
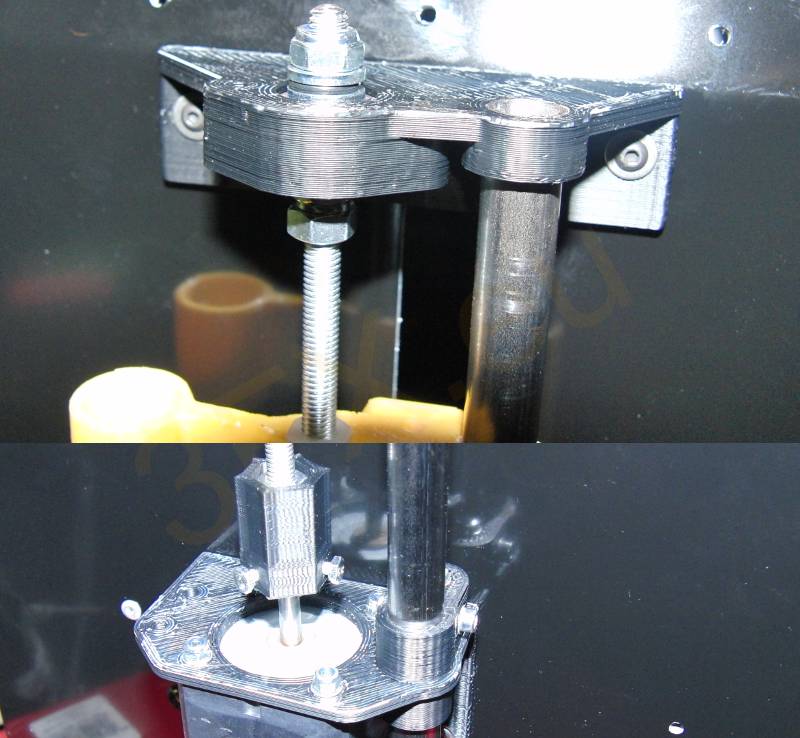
Teraz wkrecamy pretZ w Xend i mocujemy do uchwytow z luzem jak na
zjdeciu. Nastepnie uzywajac odpowiedniej ilosci formatki gumowej (tak
detka jest do tego bardzo dobra) jako przekladki wciskamy pretZ w
sprzeglo.
Dzieki takiemu mocowaniu, przenosimy moment obrotowy ale tylko w
miniamlnym stopniu sily osiowe a jednoczesnie dopuszczamy sporą
tolerancje nieosiowosci.
Dokrecamy pret w gornym laczniku. Zwrocic uwage nalezy, by nie dociskac
do sprzegla. powinien byc milimetr luzu "w dol". Dokrecamy z wyczuciem,
tak aby nie bylo luzu gora/dol w lozysku, ale prety mogą sie odginac na
gumowych przekladkach. Mozna sprawdzic sobie na drugim zestawie :)
nie liczac kablowania, jestemsy juz blizej niz dalej -> warp2part3
pozdrawiam,
yru (mgr inż. michal liberda)
kontakt@3fx.eu